
文章插图
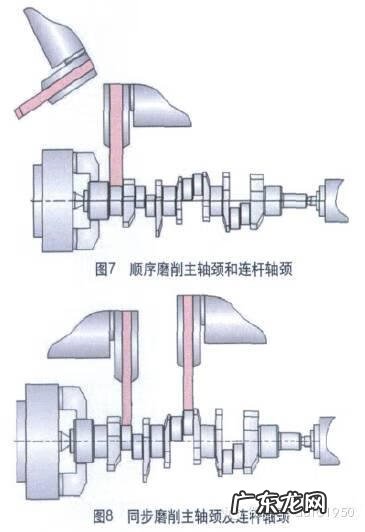
复合加工有两种可以采用的工艺:顺序磨削主轴轴颈及连杆轴颈(见图7)和同步磨削主轴轴颈及连杆轴颈(见图8) 。
文章插图
6.曲轴深油孔加工专机
曲轴深油孔加工是曲轴尤其是锻钢曲轴加工中的一个难题 。曲轴深油孔的直径一般在5~8mm,从主轴颈到连杆颈倾斜贯通,属典型细长孔而且在曲面上加工,工艺性差 。
加工深油孔最好的办法是采用枪钻工艺 。枪钻不但可用来加工深孔(径长比1∶250),而且也可用来加工浅孔(径长比1∶1) 。枪钻由钻柄(用于装夹刀具)、钻杆(用于连接刀头,按加工孔的长度确定,采用韧性较好的材料)、钻头(切削部分,刀尖是偏心的,采用硬质合金材料)三部分焊接在一起,中间有一通孔,外侧面有一直V形槽 。依靠中间通孔实现内冷却,切削液从刀上的通孔喷出,可直接对切削区冷却 。当使用高压切削液时,其切屑能从被加工孔中通过直V形槽有效排出,无需在钻削过程中定期退刀来排出切屑 。在加工细长孔时,枪钻可以将钻孔、镗孔、铰孔一次完成,一次进给便可加工出精度IT6~IT8级、直线度0.16 ~0.33mm/1000mm和表面粗糙度值R a=3.2~0.1μ m的孔 。
加工发动机曲轴的深油孔时需选择专用的枪钻油 。一般枪钻用的切削液应有极压添加剂,以保证在高压下形成油膜,防止产生干摩擦 。切削液的黏度与钻孔直径有关,直径越小,黏度越低 。送往枪钻切削区的切削液和一般金属切削加工的切削液相比具有压力高、流量大、过滤精度高的特点 。流量应随孔深的增大而增大,以保证切削液有更大的流速,达到通畅排屑的目的 。
7.曲轴圆角滚压机床
曲轴工作时需承受较大而复杂的冲击载荷,对抗疲劳强度有较高的要求 。曲轴轴颈与侧面的连接过渡圆角处为应力集中区,也是曲轴疲劳破坏的敏感区域,是薄弱环节 。因此,国外发展了圆角深滚压技术代替成形磨削方式 。曲轴的圆角滚压,就是利用滚轮的压力作用,在曲轴的主轴颈和连杆轴颈过渡圆角处形成一条滚压塑性变形带,这条塑性变形带具有以下特点 。
(1)产生残余压应力 可与曲轴在工作时的拉应力抵消或部分抵消,从而提高疲劳强度 。
(2)硬度提高 滚压使圆角处形成高硬度的致密层,使曲轴的机械强度和疲劳强度得到提高 。
(3)表面粗糙度值降低 圆角滚压可使圆角表面粗糙度值Ra达到0.1μ m以下,从而大大减小了圆角处的应力集中,提高了疲劳强度 。
国外应用的曲轴圆角滚压技术已相当先进,可一次对所有圆角进行滚压完成,且可做到主轴颈与连杆轴颈圆角的压力不同,同一连杆轴颈圆角在不同方向上的压力也可不同 。这样可经济地达到最佳的滚压效果,最大限度地提高曲轴的抗疲劳强度 。
经德国HEGENSCHEID公司测定,球铁曲轴经滚压后寿命可增加100%~280% 。
图9为HEGENSCHEID公司某型号圆角滚压机床的滚压钳部分 。

文章插图
8.绿色粗磨“扒皮”机床
英国LANDIS公司生产的CBN数控曲轴粗磨机床,被称作“绿色粗磨”,超越传统的“扒皮法”磨削,一次装夹从毛坯到磨削完毕,耗时仅4~6min 。采用电镀CBN砂轮,从锻件或铸件直接粗磨,磨削线速度高达200m/s,磨削效率超过500mm3/s,4min磨削余量高达7kg以上,可以取代铣床或车床加工,出现了“以磨代车”的局面 。
- 动物世界台词春天来了 最直白的16句台词
- 财产清查指的是什么 财产清查的方法
- 汽车的售后服务有哪些 售后服务车用哪些
- 染发的发色 染发的颜色有哪些图片
- 对老婆好,就是男人最好的风水 妻子是家庭的风水,男人是
- 十大风水祖师 历史上的风水师 文王八卦
- 卧室四件套颜色风水 夫妻之间用什么颜色的四件套好
- 二狗的含义 二狗怎么看风水
- 九星八卦风水图 风水九星的含义是什么
- 天猫新手运营怎么做的快?运营是什么?
特别声明:本站内容均来自网友提供或互联网,仅供参考,请勿用于商业和其他非法用途。如果侵犯了您的权益请与我们联系,我们将在24小时内删除。